|
1
|
|
6
|
|
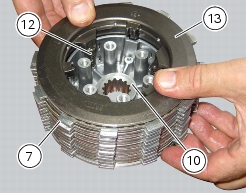
8
|
|
11
|
|
12
|
|
13
|
|
-
|
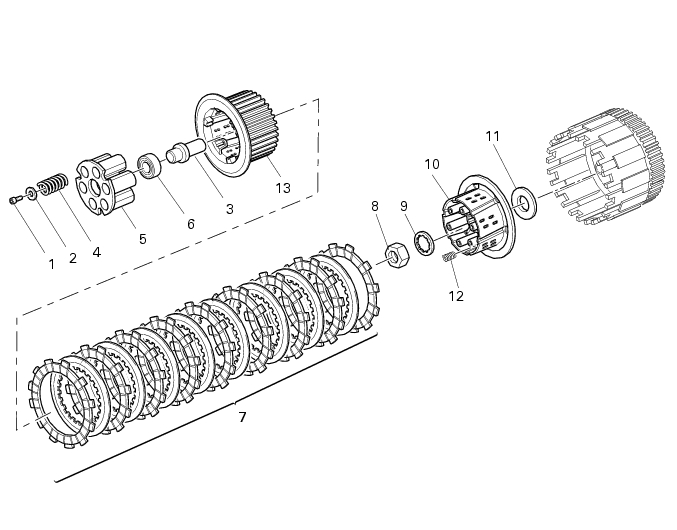
es vermeidet die übermäßig starken und lästigen Bremswirkungen des Motors beim Herunterschalten und ermöglicht damit ein flüssigeres und leichteres Einfahren in die Kurve (Antihopping);
|
|
-
|
es reduziert außerdem die zur Kupplungsbetätigung erforderliche Kraft. Die reduzierte Hebelkraft beeinflusst jedoch nicht im geringsten das Fahrergefühl beim Schalten.
|

|
9 - 6.2, Ausbau des Kupplungsdeckels
|



|
-
|
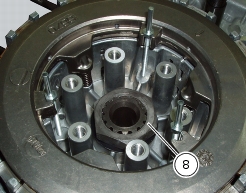
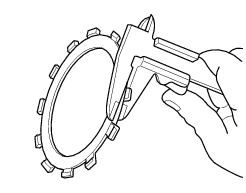
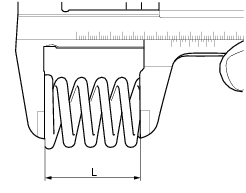
Mindestlänge: 41 mm.
|



|
9 - 6.2, Einbau des Kupplungsdeckels
|
|