|
2
|
|
9
|
|
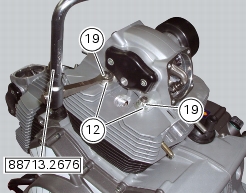
12
|
|
19
|
|
Desmontar las tapas laterales distribución
|
|
|
Desmontar las correas y las poleas de distribución
|









|
-
|
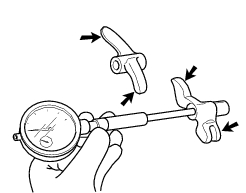
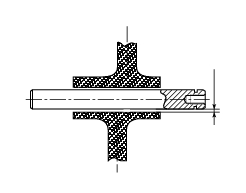
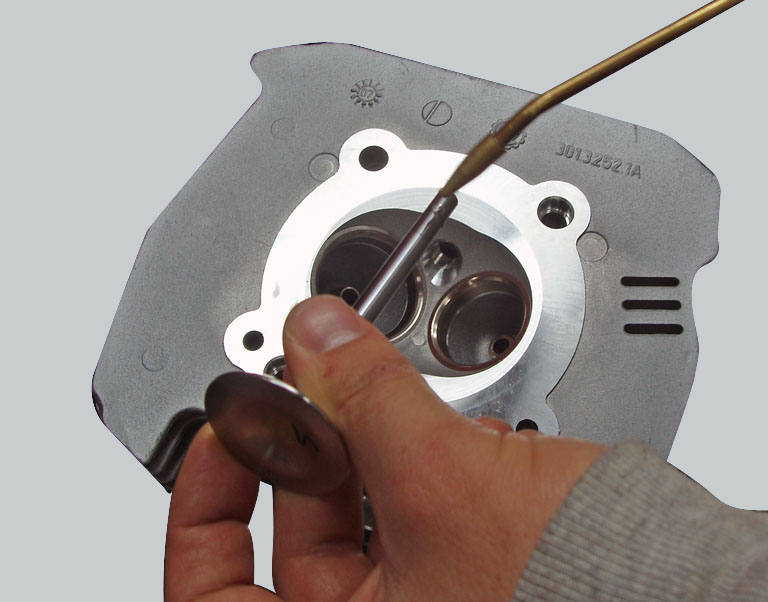
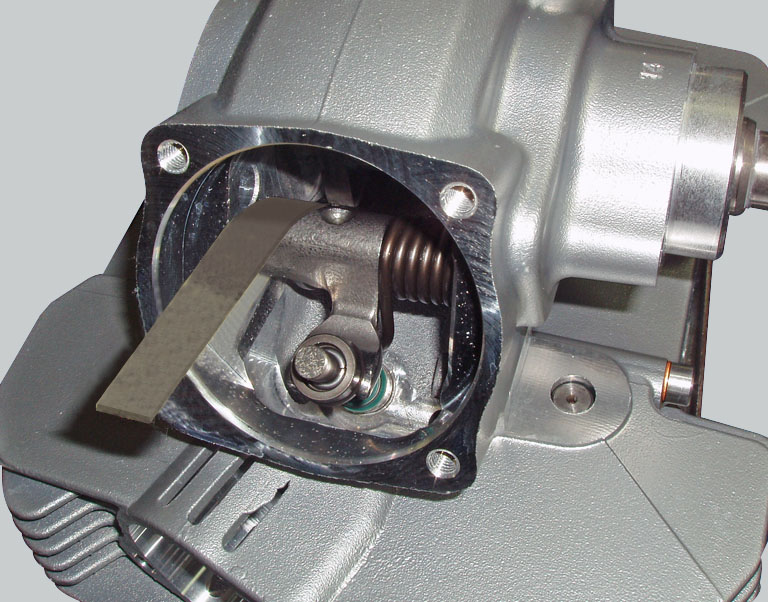
Lìmite de servicio: 0,03 mm.
|



|
-
|
|
-
|







|
Montar nuevamente los sombreretes árboles de levas
|
|

|
Montar nuevamente las correas y las poleas de distribución
|
|
|
Montar nuevamente las tapas laterales distribución
|
|
|
Montar nuevamente el motor en el bastidor
|