|
5 -
|
|
1
|
|
7
|
|
9
|
|
9 - 1, Ausbau des Motors
|
|
|
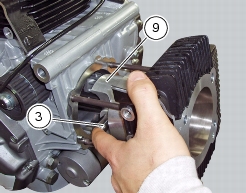
Die Zahnriemen und Nockenwellenräder abnehmen
|
9 - 4.2, Ausbau der Ventilsteuerung
|
|
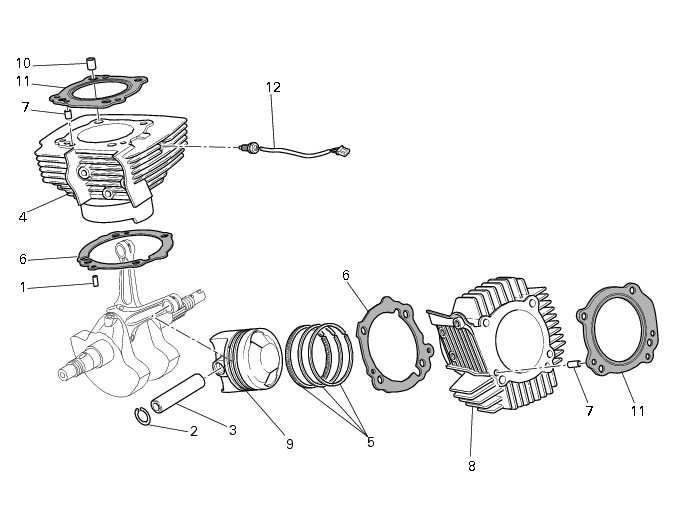
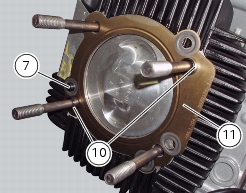
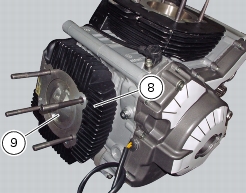
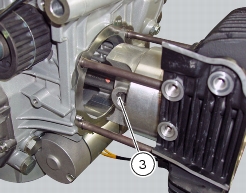
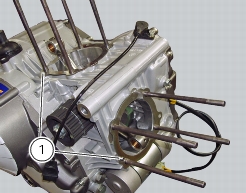
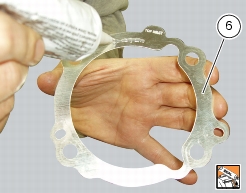
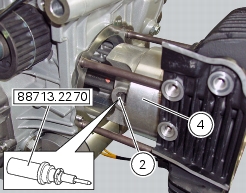
9 - 4.4, Ausbau der Zylinderköpfe
|












|
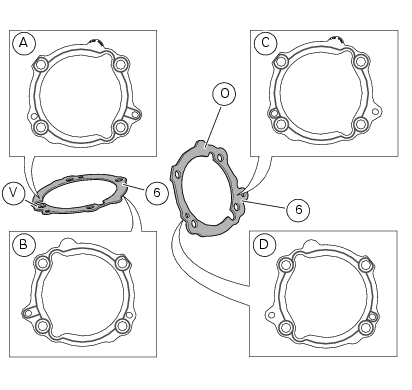
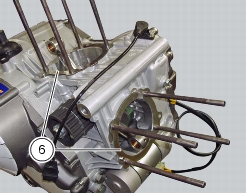
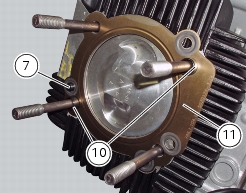
9 - 4.4, Wiedereinbau der Zylinderköpfe
|
|
|
Die Nockenwellenräder und Zahnriemen erneut montieren
|
9 - 4.2, Einbau der Ventilsteuerung
|
|
9 - 1, Einbau des Motors
|