|
1
|
|
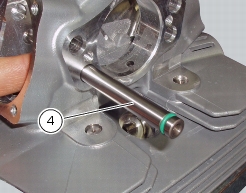
5
|
|
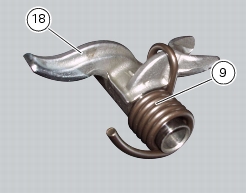
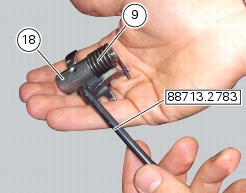
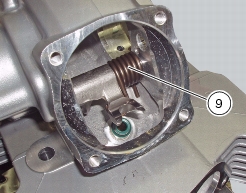
9
|
|
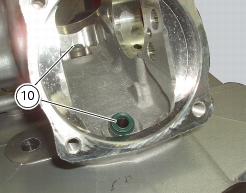
10
|
|
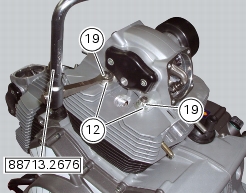
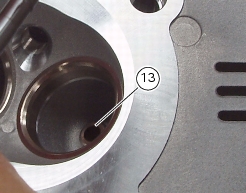
12
|
|
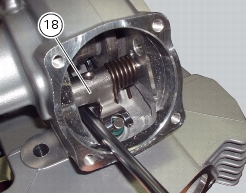
19
|
|
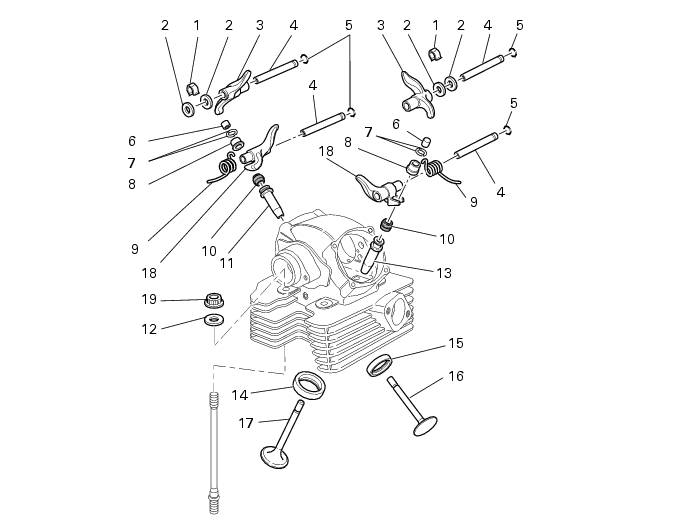
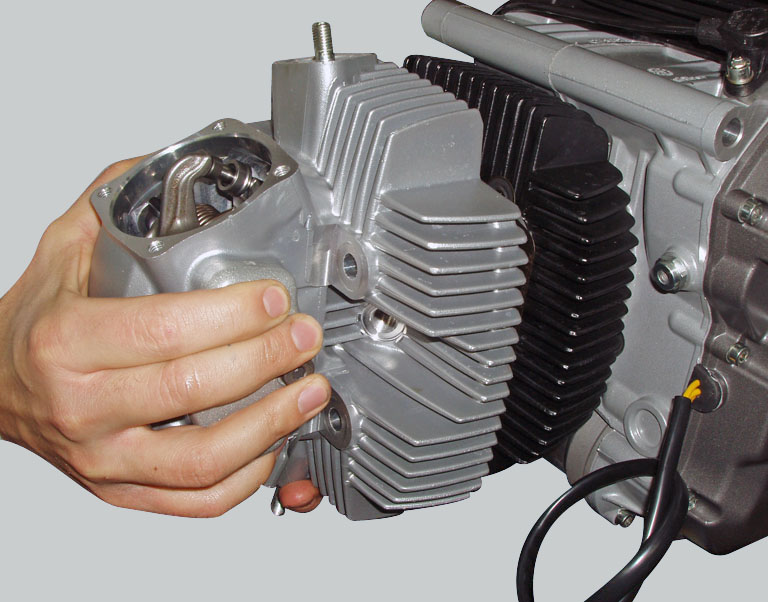
9 - 1, Ausbau des Motors
|
|
|
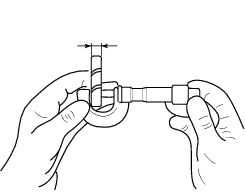
Seitliche Riemenabdeckungen abnehmen
|
|
|
Die Zahnriemen und Nockenwellenräder abnehmen
|
9 - 4.2, Ausbau der Ventilsteuerung
|
|
9 - 4.3, Ausbau der Ventildeckel
|
|
|
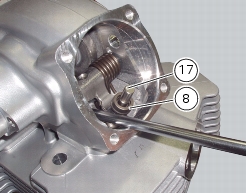
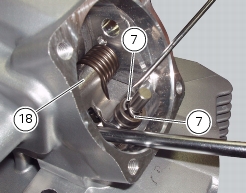
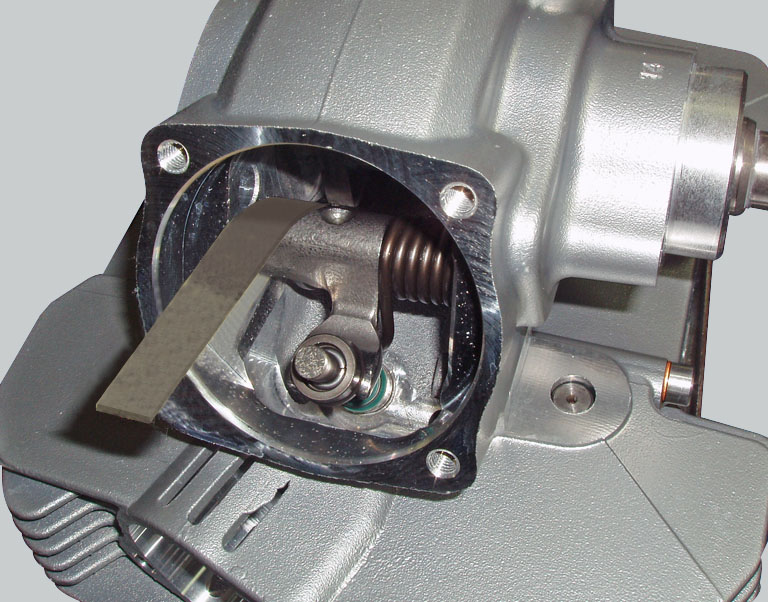
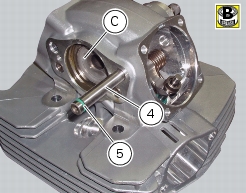
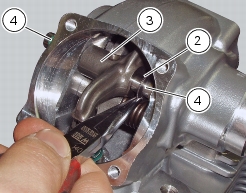
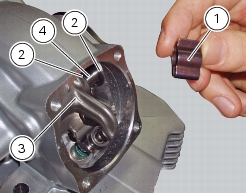
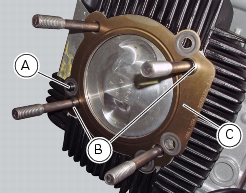
9 - 4.3, Ausbau der Nockenwellen
|
|









|
-
|
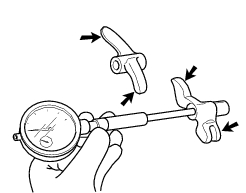
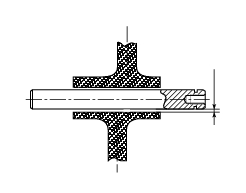
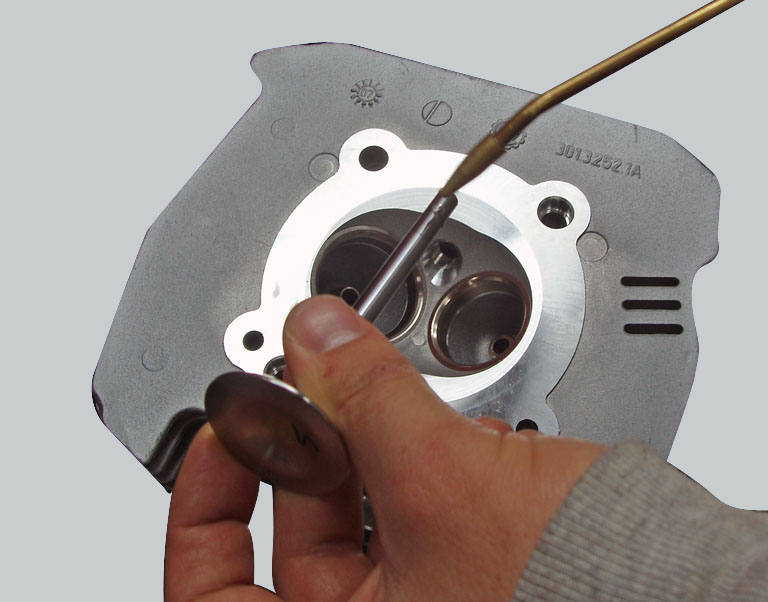
Grenzwert: 0,03 mm.
|



|
-
|
|
-
|







|
9 - 4.3, Einbau der Nockenwelle
|
|
|
9 - 4.3, Einbau der Ventildeckel
|

|
Die Nockenwellenräder und Zahnriemen erneut montieren
|
9 - 4.2, Einbau der Ventilsteuerung
|
|
9 - 1, Einbau des Motors
|