|
4.4 -
|
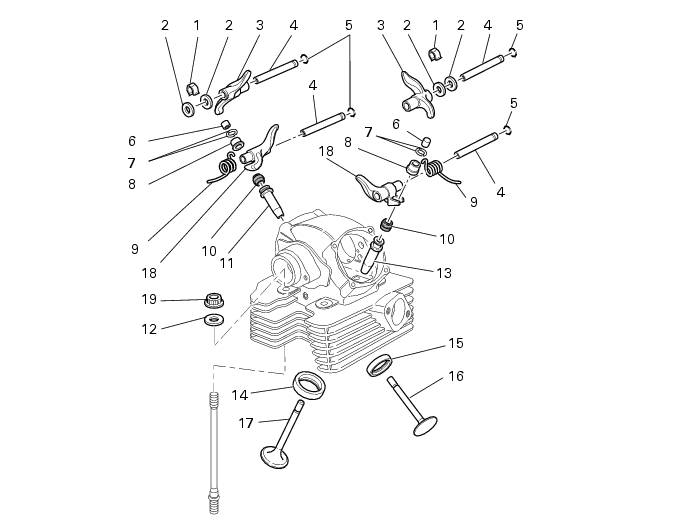
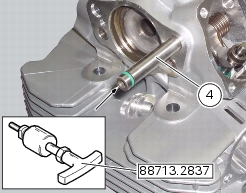
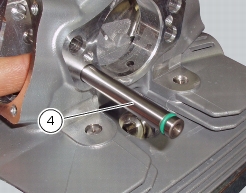
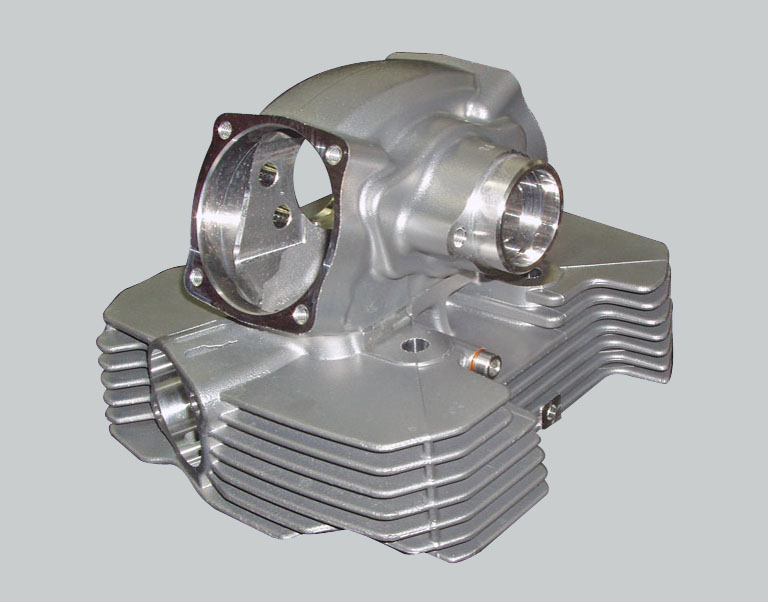
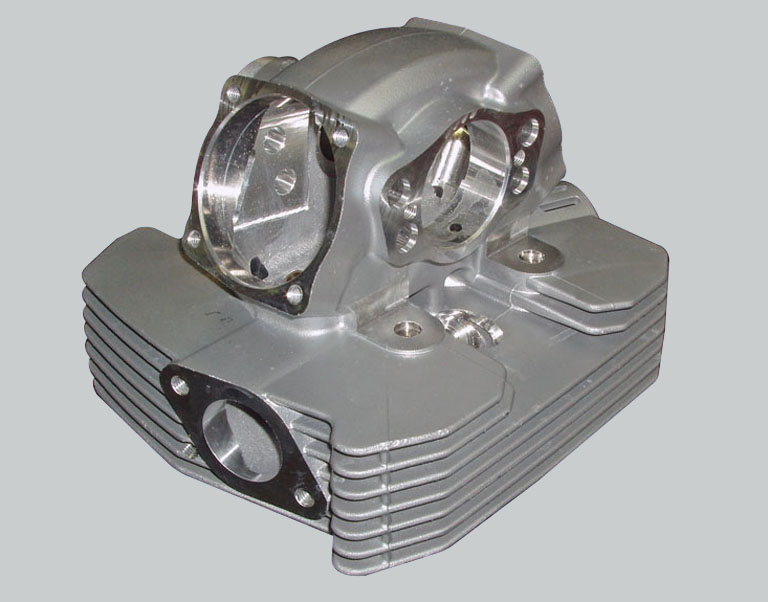
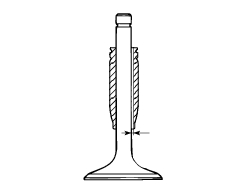
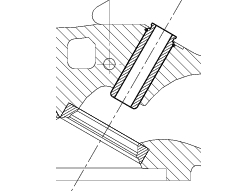
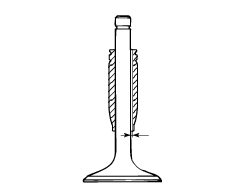
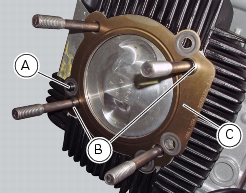
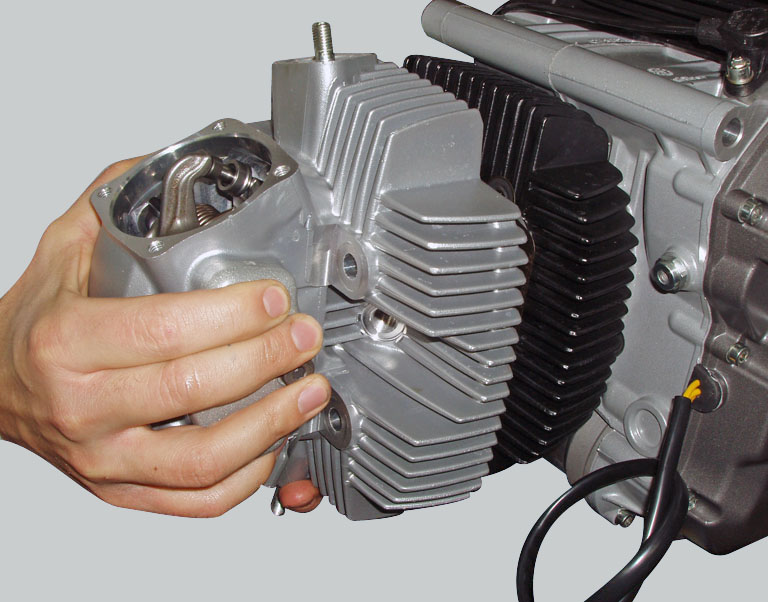
Ensemble culasses : soupapes - culbuteurs
|
|
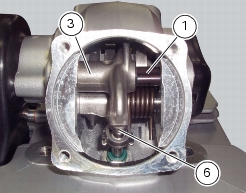
1
|
|
9
|
|
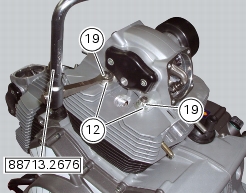
12
|
|
19
|
|
Déposer les couvercles latéraux de distribution
|
|
|
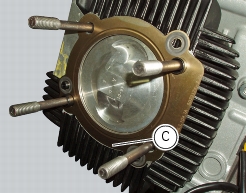
Déposer les courroies de distribution et les poulies de distribution
|









|
-
|
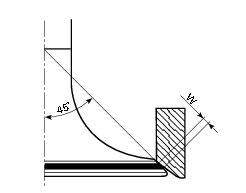
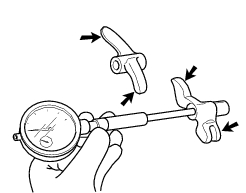
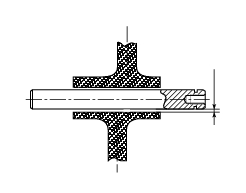
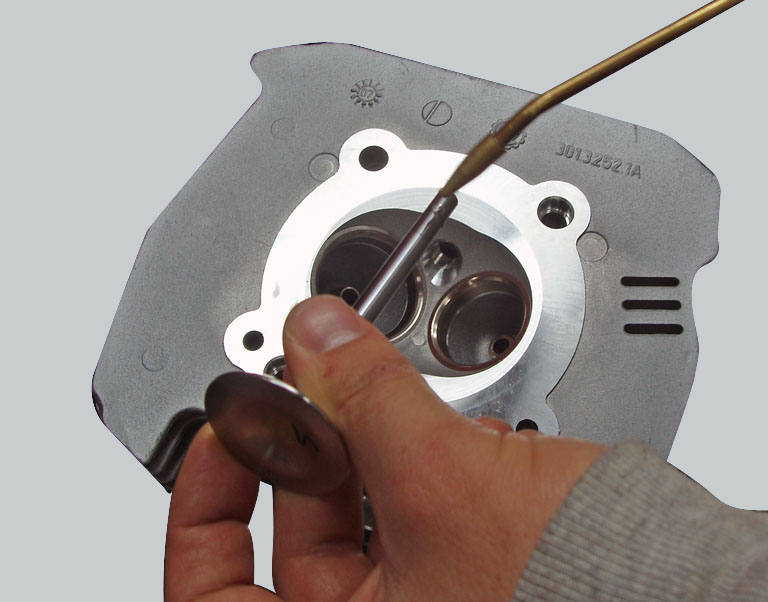
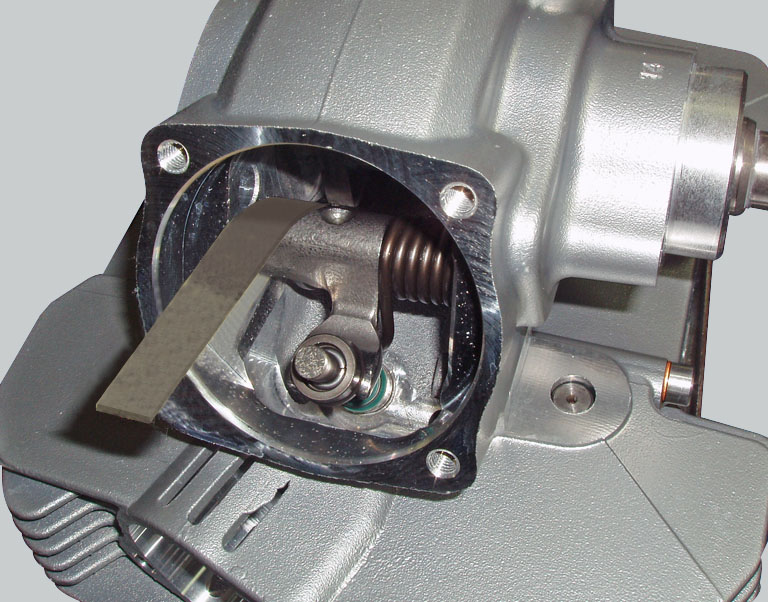
Valeur limite : 0,03 mm.
|



|
-
|
|
-
|








|
Reposer les poulies de distribution et les courroies de distribution
|
|
|
Reposer les couvercles latéraux de la distribution
|
|