|
1
|
|
2
|
|
9
|
|
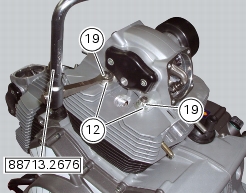
12
|
|
19
|
|
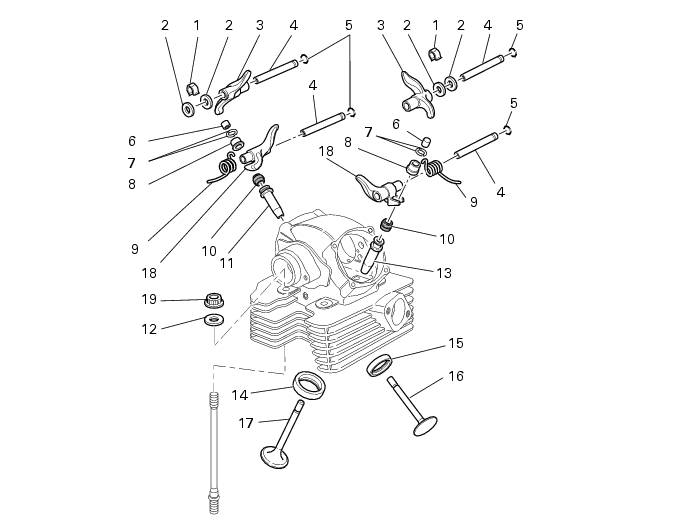
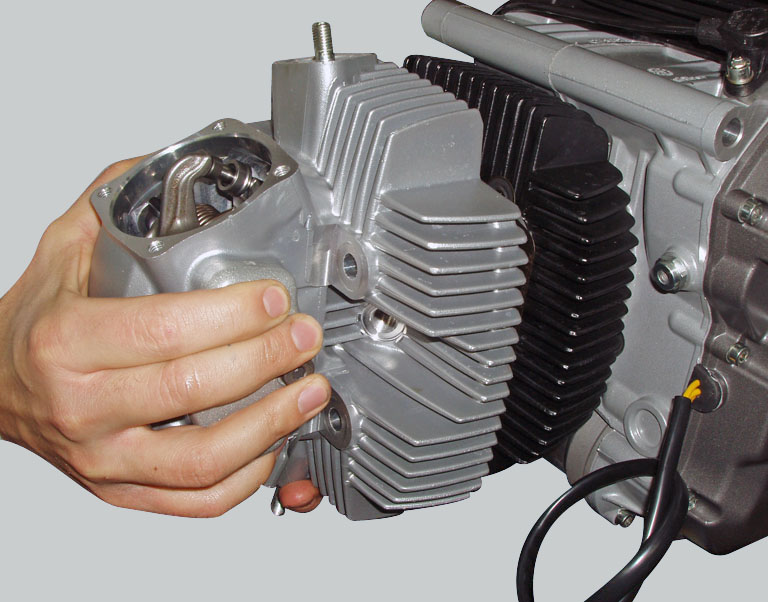
Remova as tampas laterais de distribuição
|
|
|
Retire as correias de transmissão e as polias de transmissão
|
|
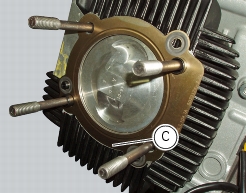
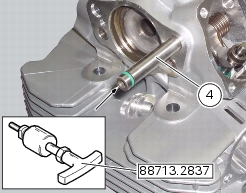
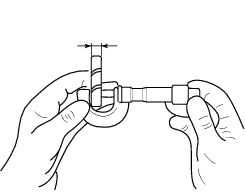
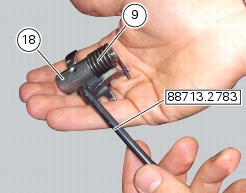
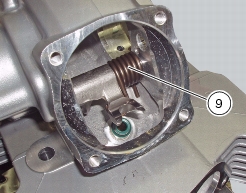
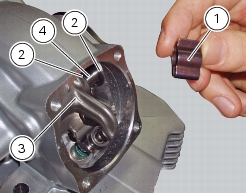
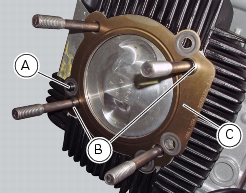
Remova os tampões dos eixos de transmissão
|









|
-
|
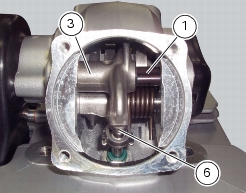
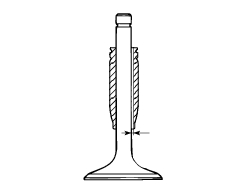
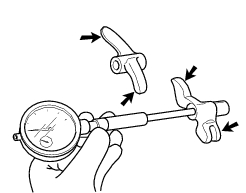
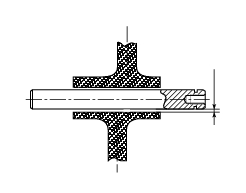
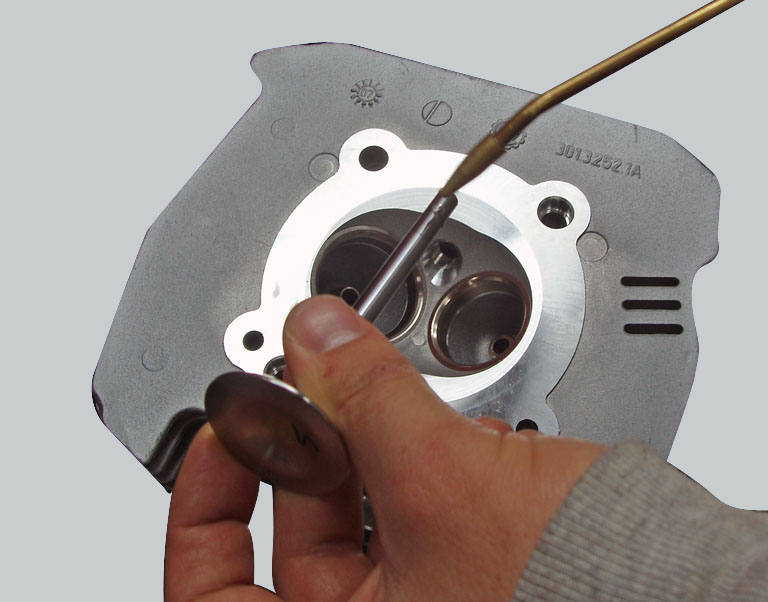
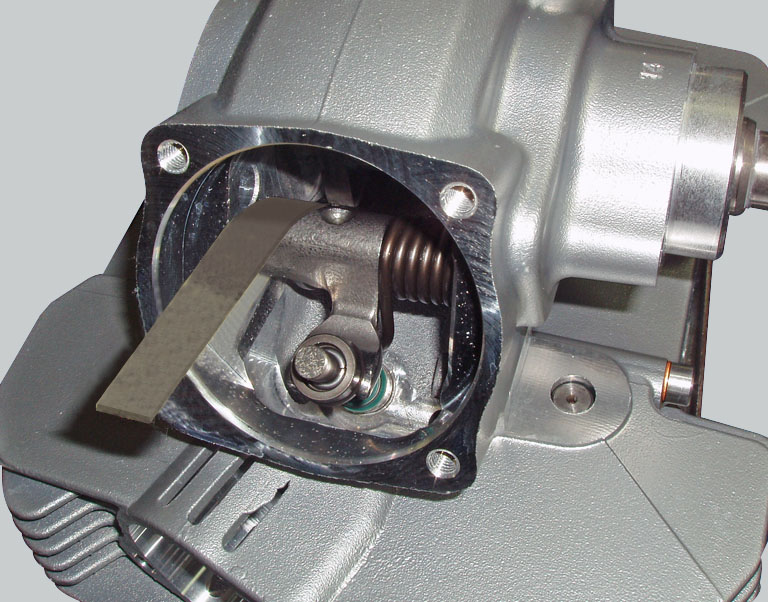
Limite de serviço: 0,03 mm.
|



|
-
|
|
-
|







|
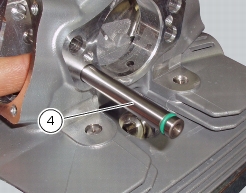
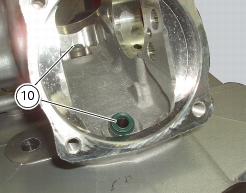
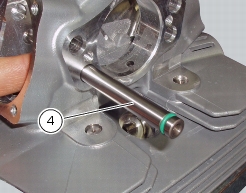
Volte a montar os tampões dos eixos de transmissão
|
|

|
Volte a montar as polias de transmissão e as correias de transmissão
|
|
|
Volte a montar as tampas laterais de transmissão
|
|